Moon Lander: How We Developed the Apollo Lunar Module (33 page)
Read Moon Lander: How We Developed the Apollo Lunar Module Online
Authors: Thomas J. Kelly
Tags: #Science, #Physics, #Astrophysics, #Technology & Engineering, #History
The mated (ascent stage and descent stage joined) lunar module in the final-assembly clean room. (Courtesy Northrop/Grumman Corporation) (
Illustration credit 12.1
)
The top NASA Apollo program management visited Grumman to review our status and problems and give us some indication of the program’s direction in the wake of the Apollo 1 fire. NASA was very unhappy with our continued schedule slippage. LM-1 was plagued by development flight instrumentation (DFI) problems with twenty of sixty-three measurements inoperative, and LM-2 had lost eighteen days against the schedule in the last twenty-nine. We were projecting ship dates of 27 March for LTA-8 and 11 April for LM-1, but nobody, including ourselves, had much confidence in these estimates. NASA was not very informative regarding changes in program plans due to the fire; apparently these were still being formulated.
Building a Team
A few days later I moved over to the trailers, bringing my secretary with me and my desk and file cabinets. I shared a dark cubicle with Wright, whose desk was next to mine. For the first week we worked the day shift together, but then we moved to two-shift operation with an hour’s overlap. We experimented with different shift patterns, finally settling on two weeks on days and then nights, but always with frequent interruptions to attend important NASA or Grumman meetings during the day.
I met the people assigned to LM Assembly and Test and found them conscientious, overworked, and, in many cases, discouraged. So many things needed fixing we hardly knew where to begin. There were not enough people assigned with the right skills and training to support the scope of operations we were trying to conduct. Identifying skill needs and staffing them with capable people was a high priority. Enlisting help from the Personnel Department, I set into motion a personnel inventory of the skills, experience, education, and training of our people, and with our supervisors prepared an
updated estimate of our personnel and skills requirements. We were soon able to compare needs with current staffing and to begin recruiting internally and externally to fill the gaps.
Assembly and Test was staffed by manufacturing technicians from the Manufacturing Department and test teams primarily from the Engineering and Flight Test Departments. Supporting groups from the other Grumman functional departments, such as Quality Control, Support Equipment, and Procurement, were also assigned to the area. I turned to the leadership of these Grumman departments for help in getting the people I needed. Thanks to pressure from above by Evans, Titterton, and Gavin, they were generally responsive. Within weeks a steady stream of capable new recruits was bolstering our ranks.
When I moved to Assembly and Test there were two LMs in the clean room: LM-1, the first flight LM, modified for unmanned operation in Earth orbit, and LM-2, planned for manned operation in Earth orbit. LM-3, also intended for Earth orbital manned flight, was moved into the assembly area a week later. The first two lunar-landing-capable LMs, 4 and 5, would soon enter the assembly flow. Two full-sized LM test articles, specially equipped and partially outfitted in accordance with their missions, were under construction on the factory floor in Plant 5 not far from the clean room. LTA-3 was a structural test article that had a complete lightweight LM structure but dummy masses in place of functional equipment. It was specially instrumented with strain gages and vibration transducers for the full vehicle vibration test, landing drop tests, and static and dynamic load tests that it would endure. LTA-8 was a thermal vacuum test article that would verify the adequacy of the LM environmental control system, which maintained livable cabin and spacesuit conditions for the crew, and of the thermal design of surface coatings and multilayered Mylar insulation that protected LM from the wide temperature extremes of space and the Moon. It would be suspended inside a huge thermal vacuum test chamber at the Manned Spacecraft Center in Houston with astronauts inside while infrared lamps, heaters, and cold walls simulated the thermal aspects of a lunar mission. Loaded with thermocouples, heaters, and unique wiring, it was an electrician’s nightmare, in some respects more difficult to check out than a flight LM.
NASA’s reaction to the Apollo 1 tragedy was to make a major change in the materials allowed in the crew cabins of the CM and LM to reduce fire hazards. Every substitute material, while improved in fire resistance, seemed to be inferior in some other characteristic. Strict rules were adopted governing the routing and securing of electrical wires and wire bundles, cleanup after water-glycol spills, and accountability for objects taken into the cabin. Above all these details, a zealous focus on quality control and configuration accountability was set throughout the program.
In meetings with NASA management it was decided to exempt unmanned
LM-1 from most of the changes since crew safety was not at stake. LM-2 presented a problem because most of its wiring was already installed—it would have to be ripped out and redone to accommodate the changes. It might make more sense from a schedule standpoint to leapfrog LM-3, the wiring of which was only partially installed, ahead of LM-2, and recycle LM-2 later or reconfigure it as an unmanned backup to LM-1. After numerous studies LM-2 was redesignated as an unmanned backup and was used to unload some of the buildup testing from LM-1.
The schedule pressure from NASA and our own upper management was unrelenting, yet we had not shown any ability to hold schedules in Assembly and Test for more than a few days. The LM spacecraft; dozens of complex GSE end items; critical manufacturing techniques, such as silver brazing and connector potting; and test facilities, procedures, software, and special equipment were all being developed simultaneously and were encountering many problems. The result was confusion, frustration, and progress that was painfully slow.
I moved to strengthen the test teams that were assigned to each vehicle by adding new talent and weeding out poor performers. Corky Meyer, head of the Flight Test Department and a veteran experimental test pilot for Grumman, was very forthcoming with talent from his department to bolster our test teams. With Meyer’s cooperation, some of the most experienced Flight Test engineers were soon applying their talents to the closely related problems of ground testing manned spacecraft.
Where the Action
I spent as much time as possible on the LM assembly floor getting to know the people and watching the processes and problems that were plaguing them. This vast antiseptic realm was the pulsing heart of the LM program, a heart that suffered from periodic bursts of arrhythmia when troubles shut things down. I liked to climb up and down the four levels of the assembly workstand, looking at the delicate LM barricaded in protective steelwork and hooked up to hundreds of intravenous cables and tubes. It was all so complex, and so many people were involved on two different shifts—how could we be absolutely sure of getting everything right? Test, retest, and adhere to the strictest discipline and documentation—that was our answer, a mantra that I chanted for reassurance whenever I felt things were spinning out of control.
Sometimes if it was not crowded I would go inside the LM cabin. A technician stationed outside the forward hatch emptied my pockets into a plastic tray and had me list anything I was bringing inside, a precaution against leaving objects in the cabin. Crawling on all fours through the hatch, I stood up inside the crew compartment at the flight station, about the size of a modest walk-in closet. There were usually one or two technicians inside, talking to
the ACE station over the intercom as they set switch positions and actuated controls in accordance with test sequences detailed in the operational checkout procedure book opened before them. But sometimes I was there alone and could let my imagination fly ahead to the day when that very LM, that very square foot of cabin flooring where I was standing, would descend to the Moon’s alien surface in the final test of all our efforts and dreams. How I wished to be a stowaway in that tiny cabin! It was as close as I ever got to the Moon, but in my mind it was vivid and thrilling nonetheless.
When a lunar module was being moved or its stages mated I tried to be there. These were rare opportunities to see the LM naked, unencumbered by the workstand and connections that usually covered it. When they entered the assembly floor the LM stages were mostly bare gray aluminum structure, with tanks, plumbing, and wire bundles clearly visible. After months of work they metamorphosed into a shining metallic chrysalis, wrapped in silver and gold blankets of mylar insulation. I examined the framework of thin support tubes as technicians carefully fitted the delicate assembly over tanks and electronic boxes, adhesively bonding it to the underlying structure. Plastic “standoff” tubes the thickness of drinking straws were then bonded to the framework, and to these the insulation blankets and the micrometeoroid “bumper” skins were secured with thin washers. Each stand-off installation was hand crafted, and the adhesive bond had be cured for two hours under heat lamps, then pull-tested with a hand-held scale to verify adequate bond strength. An inadvertent stumble or the careless swing of a ladder could easily damage this pick-up-sticks creation, but vibration testing showed that it remained intact under simulated rocket firing, merely deflecting to accommodate the induced load.
I watched the mating of the almost completed LM-1 ascent and descent stages as they approached delivery—it was an exciting moment. The day before, in accordance with NASA’s thorough requirements, I observed a simple OCP to proof test the overhead crane before we entrusted it with the precious spacecraft. How rigid, by-the-numbers NASA is, I thought, insisting that we do this silly proof test when we know the overhead crane is routinely checked every six months. Fortunately I kept this thought to myself, so when the six-ton dead weight slowly slid back to the floor as the crane was trying to hoist it I did not have to explain to anyone. The crane was repaired and the proof test repeated—twice—and I silently praised NASA for its caution.
The descent stage was moved into a rolling portable support stand, and the crane was attached to a hoisting frame secured to the upper hatch. As we gawked upward, the ascent stage was slowly lifted straight up out of the opened workstand, while a small army of technicians watched for unwanted, still-attached connections or interferences. We cheered as the stage slowly rose from the forest of steel and rubber, and saw it rotate under the slender cable, enjoying its first limited taste of flight freedoms to come. Gingerly it was moved over the descent stage and gently lowered into position, eagerly guided to final contact by dozens of upreaching white gloved hands. That night I went home satisfied that we had done something tangible in our journey to the Moon.
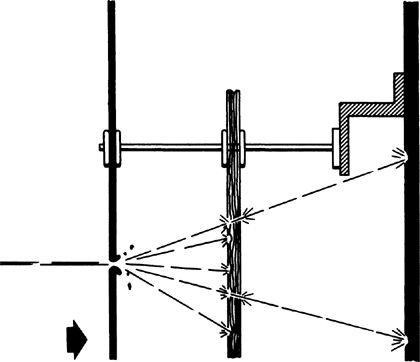
The lunar module’s micrometeorite and thermal shields. (Courtesy Northrop/ Grumman Corporation) (
Illustration credit 12.2
)
Soon after I arrived I encountered a hard-bitten inspector named Dinny Gagnon, who was the chief representative of the Quality Control Department. Dinny, excitable and built like a fireplug, was devoted to producing a quality product and getting things done. One day he told me they were having trouble getting the incoming aluminum alloy sheets for LM through receiving inspection, and he asked me to come with him to see the problem.
We went to a nondescript warehouse-like building in an area of the Bethpage complex that I rarely visited. This was the Receiving Inspection Center. It bordered the Long land Railroad tracks that bisected Grumman’s Bethpage property and was adjacent to the central steam plant from which radiated many large, gleaming silver-insulated steam pipes mounted on short steel suspension poles, providing steam for heat and factory processes to most of the buildings at Grumman Bethpage. The ugly, ubiquitous steam pipes gave the entire complex a look of urban decay combined with technology run amok. The steam plant had a tall industrial smokestack from which thick gray
clouds of smoke billowed, and a huge pile of coal outside, astride which a bulldozer was busy smoothing and moving the crumbling black mass.
Inside the Receiving Inspection Center the problem was simply that, with doors constantly open as trucks and trains delivered their shipments, there was no way to keep the area free of the dirt and grit emanating from the steam plant. It was Grumman’s microcosm of battery manufacturer Eagle Pitcher’s industrial wasteland. The shiny thin aluminum alloy sheets, destined to become lightweight structure for the LM, soon accumulated surface scratches from the gritty environment and were being rejected until the scratches were polished out by hand. Obviously the center had to be relocated to a cleaner building.
I set Dinny loose to find to new home for LM Inspection and swung by Plant 5 for a meeting with Grant Hedrick and some of the corporate engineering leaders. Returning to my office in the trailers later that day I saw Dinny on the phone at his desk, beet red in the face, absolutely livid with rage.